In the casting industry, testing applies to nearly every cast part.

Casting Finish

Variation in the dimensions of a casting can be the result of mold cavity expansion caused by the heat and head pressure of molten metal, the contraction of the metal as it cools and heat treatment. These expansions and contractions are predicted by the patternmaker who will compensate for the variations in the pattern's design. For large volumes of castings, casting facilities may measure the critical dimensions of the castings more often to check for possible drift, particularly drift due to pattern wear. If a casting requires tight tolerances that are critical to the part's application, those tolerances should be specified by the customer.
Casting customers should check how their casting supplier will verify the dimensions of the parts they produce. The accuracy of the measuring tools is just as important as the dimensional accuracy of the castings. In many instances, the gauges or fixtures needed to routinely check the dimension are supplied to the casting facility by the customer.
Expecting exact dimensions over the course of a production run will result in frustration. The dimensions of each casting will vary slightly, so castings are specified by setting a range of values that the dimensions can fall within. The range between the lower tolerance limit and upper tolerance limit can be set by the supplier, but the narrower the range, the more difficult to produce and test and therefore more costly the casting will be.
Mechanical Properties
Mechanical testing gives an evaluation of the metal and the casting to determine whether the properties are in compliance with the specified mechanical requirements. Following are common mechanical tests used in metal casting facilities.
Hardness testing - the most commonly used procedure for mechanical property testing, it provides a numerical value and is nondestructive. Hardness values generally relate to an alloy's machinability and wear resistance. The Brinell hardness test uses a 10mm diameter carbide ball to indent a 3,000kg load. The impressions are large enough to provide a dependable average hardness. Rockwell hardness tests make smaller indented impressions, which also can be satisfactory if the median of several values is used.
Tensile and impact testing - conducted on test specimens of standardized dimensions, the two most common types are tensile and Charpy impact. Tensile testing provides ultimate tensile strength, yield strength, elongation and reduction of area data. Charpy impact testing determines the amount of energy absorbed during fracture and is used to gauge ductility and strength.
Service load testing - usually conducted on the entire casting to evaluate its properties, it can be conducted in a number of ways. Castings that must carry a structural load can have a load applied in a fixture while the deflection and the load is measured. Pressure-containing parts can be hydraulically tested to a proof load or destruction. Rotating parts can be spin tested. These types of tests check the soundness of the casting, as well as its properties.
Chemical Composition
Chemical analysis often involves a sample of molten metal poured into a special mold and evaluated by spectrographic atomic absorption or x-ray fluorescence analysis. Many metal casting facilities check the chemical composition of the alloys they are pouring throughout the course of a day, so melt shop personnel can make required adjustments to the alloy composition as needed.
NON-DESTRUCTIVE TESTING METHODS
Non-destructive testing gives the metal casting facility the capability of assuring the quality of a casting without destroying it. Foundry may have internal standards regarding nondestructive testing, but it is up to the customer to specify specific tests or frequency of testing. While various methods of nondestructive testing exist to measure mechanical properties, chemical composition, casting soundness or maximum service loads, a single test that encompasses all these factors does not exist. A combination of nondestructive methods may be required to document the soundness and quality of a casting. The most common methods available are described below.
Visual Inspection
Visual inspection is based on the use of the human eye to identify surface defects, improper filling and molding errors. Casting defects that can be detected via visual inspection include sand holes, excessively rough surface, surface shrinkage, blowholes, misruns, cold shuts, and surface dross or slag.
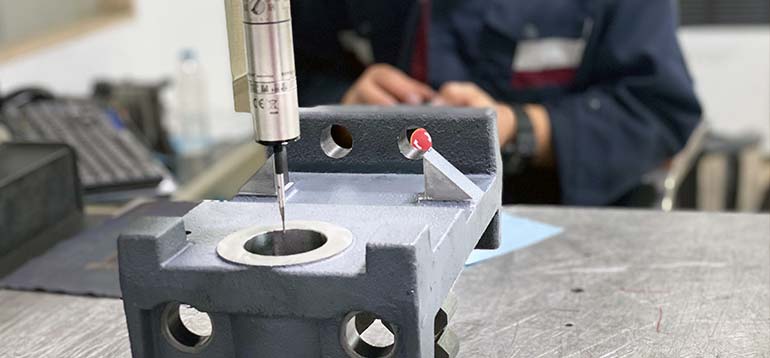
Dimensional Inspection
To ensure a part meets dimensional requirements, such as tolerances, QA can check the dimensional accuracy of a part manually or with a coordinate measuring machine (CMM). Checking the dimensional accuracy of a part helps guarantee the customer won't have to perform further costly machining on a part to meet the specified dimensions.
CMM has improved the speed and accuracy of measuring casting dimensions, and computerization has made it repetitive and able to be used as a statistical tool.
Dye Penetrant
For tiny cracks, pores or other surface glitches that are hard to detect by the human eye, dye penetrant testing is used for both ferrous and nonferrous materials. In this method, a colored dye solution is applied to the surface of the casting. The dye, which is suspended in penetrating oil, will find its way into the surface defects. When a special developer is applied, the defects are clearly indicated.
Radiographic Inspection
Another method used to detect internal defects is radiographic inspection. When done correctly, radiographic inspection is the best nondestructive method for detecting internal defects, such as shrinkage and inclusions.
In this method, a casting is exposed to radiation from an x-ray tube. The casting absorbs part of the radiation, and the remaining portion of the radiation exposes the radiographic film. Dense material withstands the radiation penetration, so the film is exposed to a lesser degree in those areas, giving the film a lighter appearance. Less dense materials allow more penetration and correlates to darker areas on the film. Any hole, crack or inclusion that is less dense than the casting alloy is revealed as a dark area.
When done correctly, radiographic inspection is the best nondestructive method for detecting internal defects, such as shrinkage and inclusions, and the radiograph serves as a permanent record of the casting quality that can be reviewed by multiple personnel. Casting thickness and density will limit the rang of inspection possible, depending on the energy level of the radiation.
Radiographic inspection also can be performed without film. Instead, the x-ray image is viewed on a video screen. Computerized axial tomography (CAT scanning) also is being used to develop 3-D computer imagery to inspect a casting's soundness.
Pressure Leak Testing
When a casting is specified to be pressure tight or leak-proof, it is often tested by sealing openings in the casting and pressurizing it with air, inert gas or water.
When water, or hydrostatic, pressure is used, water seeping through the casting wall indicates leaks. If air or gas pressure is used, the pressurized casting is put into a tank of clear water. The appearance of bubbles indicates the air has penetrated through the casting wall and a leak is present.
Ready to take the next steps? We’ve been building customer trust for more than 20 years. Contact YS-Casting to get started on your next project.
LEARN MORE





Donggang City Ying Shuo Machinery Co., Ltd